
Prvo poglavlje
Predstavljanje proizvoda
Probijajući tradicionalni koncept dizajna i tehniku proizvodnje, također kombinirajući tržišne karakteristike kružno rezanih tkanina, neovisno smo razvili naš kružni pletaći stroj.
Prijave:
Pokrivači, tepisi, koraljni flis, tkanina s visokim kropom, borovina, paunov kašmir, PV flis, slamnati kašmir i sve vrste materijala za odjeću.
Tehnički podaci:
Model: YF3012;YF3016;YF3020;YF3214;YF3218;YF3222;YF3418;YF3420;YF3422;YF3620;YF3622;YF3822;YF3824;YF3826;YF3828;YF4022;YF4026;YF4030;YF4428;YF4432
Promjer cilindra: 30-38 inča
Promjer igle: 14G-32G
Hranilica: 12F-32F
RPM: 1-23r/min
Snaga: 4kw, 5.5kw
Visina hrpe: 4-25, 25-50 mm
Drugo poglavlje
Istovar i montaža
Istovar glavnog okvira
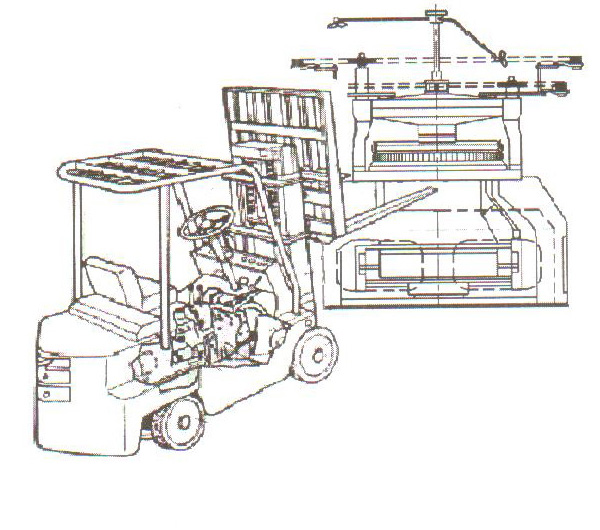
Upotrijebite više od 5 tona viličara za istovar okvira, metodom prikazanom na slici 1-1, molimo pročitajteupute u nastavku:
1. Prije istovara rukom pomaknite prijenosni sustav kako bi uređaj za premotavanje tkanine bio paralelan s glavnom stopom (obično su strojevi bili u ovom stanju prije isporuke).
2. Polako utovarite ruku viličara između dva para stopala i podignite okomito od dna (pažnja: postavite neki drveni blok između ruke i stroja, kako biste izbjegli oštećenje zbog klizanja stroja tijekom istovara)
3. Tijekom istovara, držite stroj oko 30-50 cm iznad tla, ne dopustite mu da trči po neravnoj cesti, ne dopustite mu zaustavljanje ili iznenadno kretanje i pažljivo svijetlite gore-dolje.
4. Ako stroj nije isporučen u kupčevu tvornicu, svakako ga stavite na suho i čisto mjesto, kako biste izbjegli da bude pod utjecajem vlage i korozije, kako biste izbjegli normalnu upotrebljivost stroja.
Položaj stroja i ugradnja:
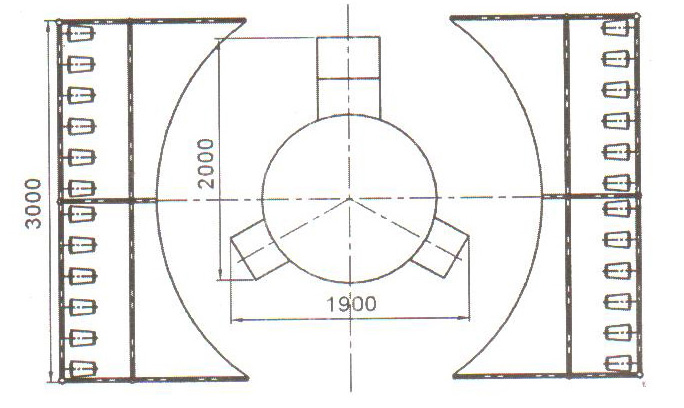
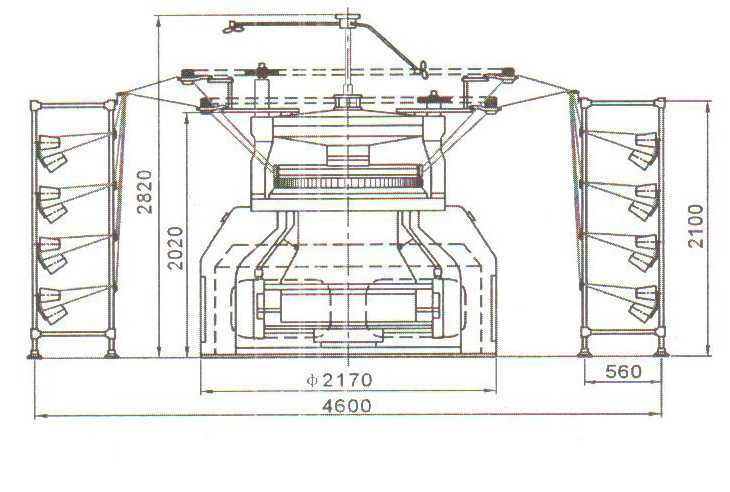
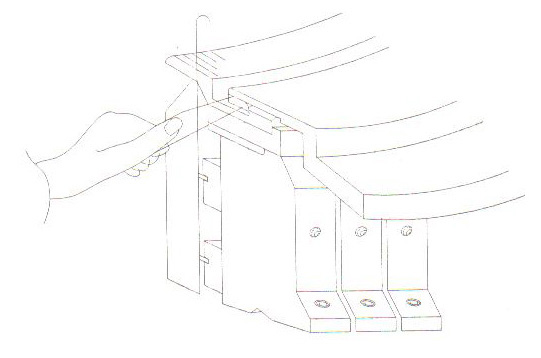
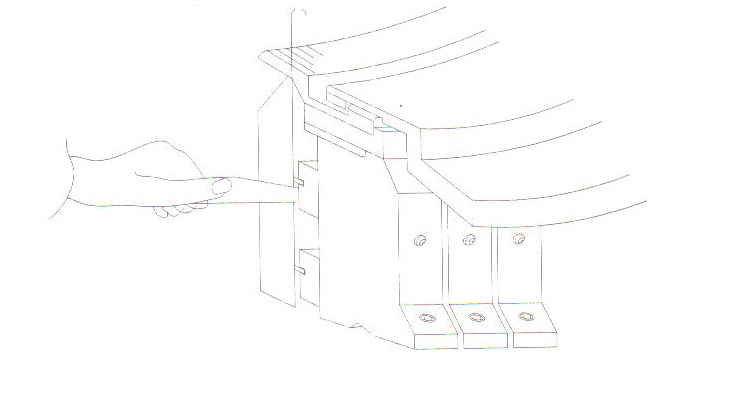
1. Prije fiksiranja položaja, izmjerite položaj okvira i zavojnice kako biste osigurali položaj ugradnje, prema veličini na slici 1-2
2. Nakon što ste fiksirali položaj, upotrijebite gradient za pažljivo izravnavanje površine stroja (možete podesiti nožni vijak na glavnoj i potpornoj nozi, kako biste osigurali da bočna pogreška nije veća od 5 mm)
Položaj i kombinacija zavojnice
1. Potvrdite položaj koluta prema veličini slike 1-2.
2. Spojite cilindrični stup i njegovo krmeno zrcalo te postavite okvir vretena
3. Ugradite četiri deblje aluminijske trake na stražnju stranu motke (za ugradnju tračnice cijevi pređe), a ostale četiri tanje treba postaviti prije motke (za ugradnju uređaja za stiskanje)
4. Visina aluminijskih traka za uvlačenje pređe trebala bi biti viša od aluminijske preše, tako da će tijekom pletenja uvlačenje pređe biti glatko, neće se lako slomiti.
5. Instalirajte uređaj za stiskanje na prednje aluminijske trake, ugradite cijevnu traku pređe na stražnje aluminijske trake.Održavajte jednaku udaljenost kako biste izbjegli uvlačenje pređe.
Kombinacija slanja pređe
1. Instalirajte i prilagodite transformatore i stupove za dovod pređe
2. Instalirajte gornji kružni okvir, uređaj za skladištenje pređe i žice za napajanje uređaja za automatsko zaustavljanje.
3. Instalirajte donji kružni okvir, uređaj za pohranjivanje pređe i žice za napajanje uređaja za automatsko zaustavljanje.
4. Ugradite remen za prijenos gore-dolje.
5. Instalirajte gornji i donji sakupljač prašine, obratite pozornost na podešavanje položaja ventilatora.
6. Podesite aluminijsku ploču pređe
7. Spojite napajanje uređaja za automatsko zaustavljanje.
Treće poglavlje
Tehnički standard i primarna prilagodba
Svi naši strojevi prolaze kroz stroge radove ubrizgavanja, podešavanja i puštanja u pogon prije isporuke (svi strojevi trebaju raditi više od 48 sati)
Tehnički standardi
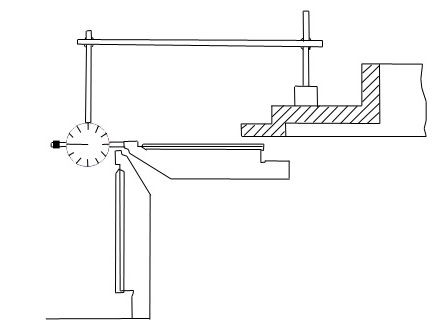
1. Samostalna ravnost brojčanika s iglom prema gore
Standardno≤0,05 cm
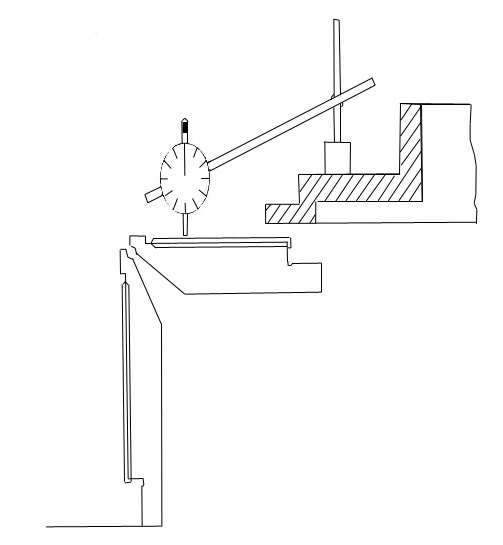
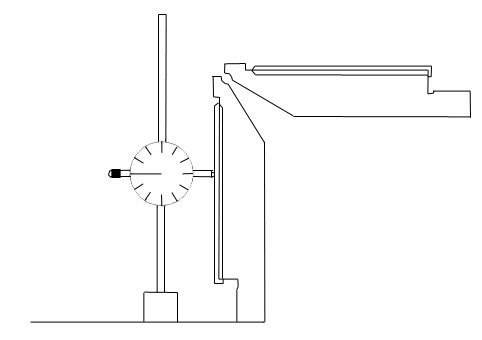
2. Samostalna zaobljenost brojčanika s gornjom iglom
Standardno≤0,05 cm
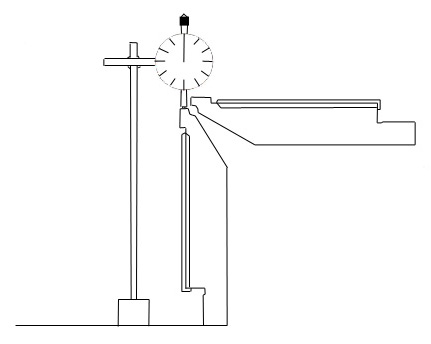
3. Samookruženje bubnja s donjom iglom
Standardno≤0,05 cm
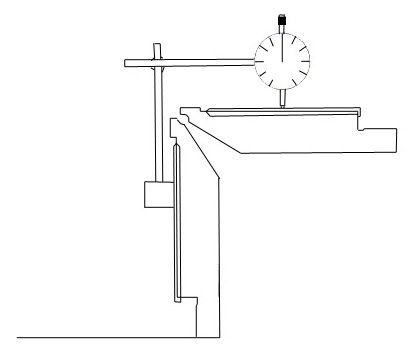
4. Samostalna ravnost bubnja s iglom prema dolje
Standardno≤0,05 cm
5.Ista ravnina kotačića za podešavanje igle i bubnja s donjom iglom
Standardno≤0,05 cm
6.Ista zaobljenost kotačića s iglom prema gore i bubnja s iglom prema dolje
Standardno≤0,05 cm
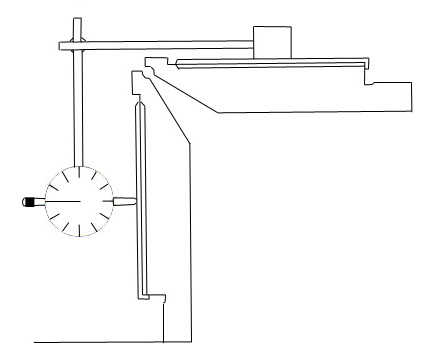
7. Prostor između gornjih ekscentra i bubnja s iglom
0,15 mm-0,25 mm
8. Prostor između donjih ekscentra i bubnja s iglom
0,15 mm-0,25 m
Primarna prilagodba
Obično naš stroj prolazi kroz strogo ubrizgavanje prije isporuke, ali kako bismo vam omogućili sigurniju upotrebu stroja, provjerite i prilagodite ga prije uporabe.
1.Provjerite motorni pogon
Spojite napajanje i provjerite smjer vožnje motora, ako se smjer razlikuje od oznake na motoru, odmah promijenite ožičenje motora (zamijenite dvije od tri faze priključka motora).
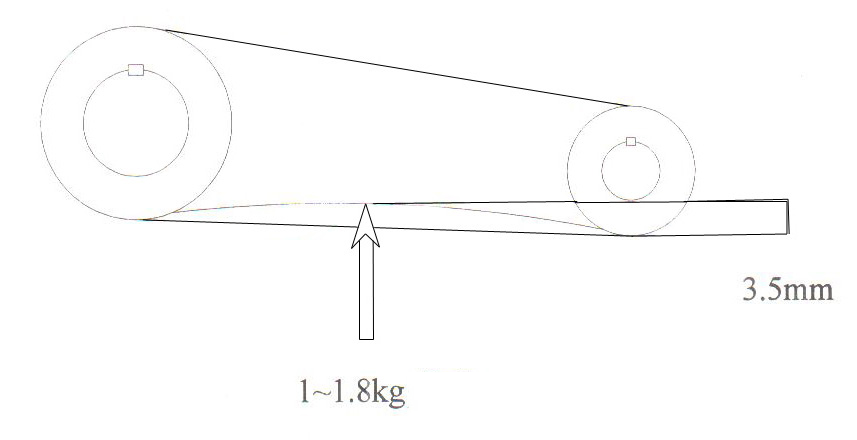
2.Provjera i podešavanje pogonskog remena motora
Prije rada provjerite napetost pogonskog remena motora.Dobijte 1-1,8 kg sile na sredini remena, učinite linearnu deformaciju remena manjem od 3,5 mm, prilagodite ga dok ne ispunite zahtjev.Metoda podešavanja: otpustite vijak za zaključavanje baze motora, podesite svileni šešir za podešavanje napetosti motora, dok napetost ne zadovolji zahtjeve, i zategnite vijak.
Pažnja: prva tri dana provjerite jednom, a kasnije svaka tri mjeseca.
3. Podešavanje sustava puhanja
Ventilator sustava za puhanje potrebno je posebno prilagoditi, sve dok se ventilator ne postavi u najbolji položaj.Dakle, kada je napajanje uključeno, ventilator može otpuhati svaki kutak dovoda pređe.
4.Podešavanje sustava prijenosa pređe
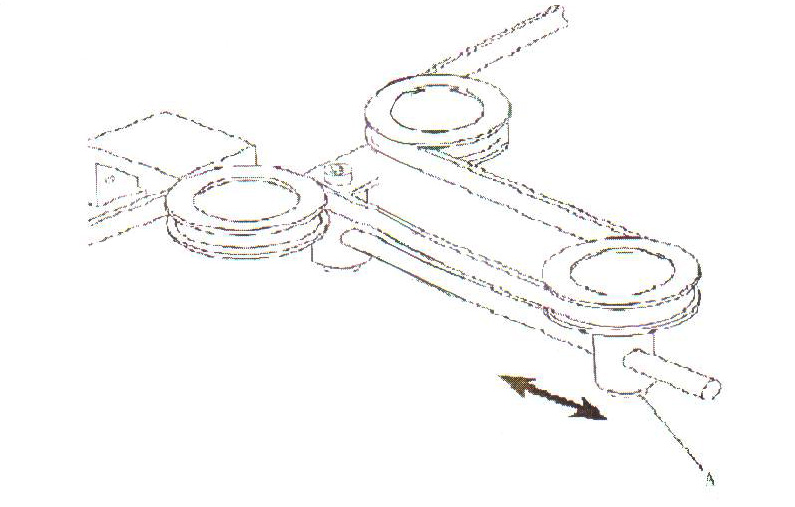
(1) Mikro podešavanje aluminijske ploče za dovod pređe.
Promijenite promjer aluminijske ploče za dovod pređe, promijenit će se prijenosni omjer i promijenit će se količina dovoda pređe.Metode su u nastavku:
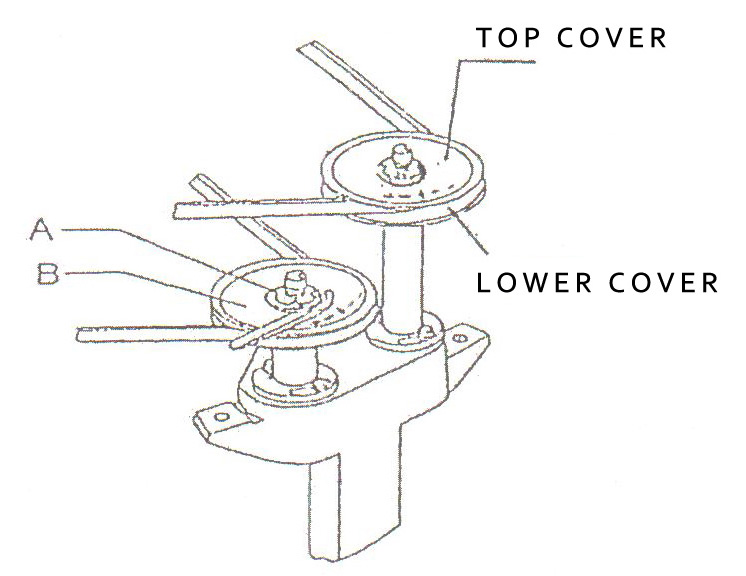
①Prvo, upotrijebite ključ da otpustite okruglu maticu A na vrhu aluminijske ploče za dovod pređe.
②Zakrenite poklopac u smjeru "+", 12 klizača unutar ploče će se proširiti prema van, kako bi se povećao promjer kotača i povećala količina dodavanja pređe.Obrnuto, okrenite na "-", količina dodavanja pređe će se smanjiti.Prilikom okretanja, držite ih paralelno, inače bi klizači mogli ispasti iz utora.
③ raspon promjera aluminijske ploče za dovod pređe bit će: 70-202 mm
④Nakon podešavanja ploče, ponovno učvrstite okruglu maticu.
(2) Podešavanje napetosti prijenosnog remena za dovod pređe
Ako je remen previše labav, uređaj za pohranjivanje pređe će kliziti i stagnirati, te će utjecati na uvlačenje pređe.Dakle, prije puštanja u pogon, najbolje prilagodite prijenos dovoda pređe kao što je prikazano u nastavku:
①olabavite vijak A
②Povucite kotačić za pomicanje prema van duž klizača, provjerite je li napetost remena na uređaju za pohranu pređe ista.
③zategnite vijak A
1.provjera podmazivanja mašću
Provjerite podmazivanje svakog dijela prijenosnog sustava i sustava za valjanje tkanine, ako postoji nenormalno, na vrijeme dodajte podmazivanje mašću
Četvrto poglavlje
Uobičajeni problemi tijekom pletenja
Rupa
·Glavno uzrokovano grubom pređom
·Zbog loše kvalitete ili previše osušene pređe
·Pogrešan položaj otvora za dovod pređe
·Napetost pređe je prevelika ili je napetost u namotaju prevelika
·Gustoća zavojnice je prevelika
·Krug pletenja je predug, a tkanina pretanka
Nedostaje igla
·Pogrešan položaj otvora za dovod pređe
·Napetost pređe je premala
·Krug pletenja je predug
·Neispravan otvor za dovod pređe
·Usta za dovod površinske pređe su previsoka
Fenomen Tucka
·Napetost namota je premala
·Gustoća tkanine je previsoka
·Jezičak igle je oštećen
Oštećenje jezika igle
·Pozicija otvora za hranjenje je previsoka, previsoka sprijeda ili prestraga, obratite pozornost je li pređa ušla u usta za hranjenje.
Sudar igle
·Nedostatak ulja ili nepravilna uporaba
·Kvaliteta pređe ima previše pora ili je žica neprikladna za debljinu
·Brzina je previsoka ili je gustoća tkanine previsoka
· Uzrokovano slomljenim bubnjem igle, brojčanikom igle ili ekscentrom
· Pleteni originali nisu glatki, nisu dovoljno čisti
· Razmak između gornjeg kotača za pletenje i bubnja nije bio u redu
Pruge
·Nepravilno podešavanje površinske napetosti pređe
· Kvaliteta pređe je drugačija
·Nepravilno podešavanje položaja vunenog kotača
·Nepravilno podešavanje napetosti donje pređe
Bar
·Nož nije oštar
·Previše prašine u nožu, a kuka za nož je prečvrsta
·Nedostatak ulja, količina ulja je premala
Peto poglavlje
Održavanje
Velika brzina i visoka preciznost modernog stroja za pletenje zahtijeva visok zahtjev za održavanjem, stoga je naša tvrtka ozbiljno sažela neke metode održavanja svakodnevnog rada, nadamo se da kupci mogu poslušati prijedloge, kako bi stroj radio u najboljem stanju
Početna uporaba i održavanje stroja
1. Kada stroj završi instalaciju i počne s proizvodnjom, brzina ne smije biti previsoka, tijekom prvog tjedna 20 sati dnevno), držite brzinu unutar 10r/min.nakon tjedan dana postupno prilagodite brzinu normalnoj
2. Prvi mjesec pripada razdoblju uhodavanja, mjesec dana kasnije, promijenite strojno ulje u strojnom grailu i mijenjajte ga svaka tri mjeseca
3. Držite strojno ulje 1/2-2/3 razdjelnika ulja, dobavljajte ga na vrijeme kada ponestane ulja, kako biste izbjegli oštećenje habajuće ploče i uzrokovali blokiranje stroja
Dnevno održavanje
1. Očistite prašinu koja se nalijepila na namotavač pređe i površinu stroja svake smjene kako bi dio za pletenje i uređaj za doziranje bili čisti
2. Provjerite uređaj za automatsko zaustavljanje i sigurnosni uređaj svake smjene, ako ima bilo kakvih abnormalnosti, odmah ih popravite ili zamijenite.
3. Provjeravajte uređaj za dovod pređe svake smjene, ako ima bilo kakvih abnormalnosti, odmah ga prilagodite
4. Provjerite zrcalo strojnog ulja i cijev razine ulja u cisterni
Tjedno održavanje
1. Očistite aluminijsku ploču za uvlačenje pređe Speed i očistite zalihe prašine u ploči
2. Provjerite je li napetost remena prijenosa normalna i je li prijenos stabilan
3. Provjerite rotaciju stroja za motanje tkanine
Mjesečno održavanje
1. Uklonite sve cambox kako biste očistili prašinu
2. Očistite ventilator za uklanjanje prašine i provjerite je li smjer vjetra ispravan.
3. Očistite prašinu sa svih električnih dodataka
4. Pregledajte performanse svih električnih dodataka uključujući sustav za automatsko zaustavljanje, sigurnosni alarmni sustav, sustav provjere)
Polugodišnje održavanje
1. Očistite cijeli brojčanik igle i iglu, provjerite sve igle, ako ima oštećenja, odmah ih promijenite
2. Očistite stroj za prskanje ulja i provjerite je li ulje slobodno
3. Očistite i provjerite uređaj za pohranu pređe
4. Očistite motor i prijenosni sustav od prašine i ulja
5. Provjerite je li skupljanje otpadnog ulja neometano
Godišnje održavanje
1.Komponente za pletenje su srce stroja za pletenje, one izravno osiguravaju kvalitetu tkanine, o, jako je važno održavati komponente za pletenje
2. Očistite utor za iglu kako biste izbjegli ulazak prašine u tkaninu za pletenje.metoda: zamijenite pređu niskom kvalitetom ili otpadnom pređom, otvorite stroj velikom brzinom i ubrizgajte veliku količinu ulja kroz cilindar, radite dok dolijevate gorivo, sve dok otpadno ulje potpuno ne izađe iz utora.
3. Provjerite je li igla oštećena, ako jeste, odmah je promijenite;ako je kvaliteta tkanine previše loša, treba razmotriti hoće li se sve ažurirati.
4. Provjerite je li utor cilindra na istoj udaljenosti (ili provjerite ima li površina tkanine pruge), je li stijenka utora igle čvrsta.
5. Provjerite stanje istrošenosti ekscentra i provjerite je li položaj ugradnje ispravan i jesu li vijci zategnuti
6. Provjerite i ispravite svaki položaj otvora za dovod pređe, ako ima oštećenja, odmah ih promijenite.
7. Provjerite položaj ugradnje svake osovine za sužavanje kako biste bili sigurni da je duljina svake tkanine jednaka
Način podmazivanja, ulje i podmazivanje
1. Način podmazivanja i ulje
(1) Provjerite brojčanik i stroj za motanje tkanine svaki dan, ako je ulja manje od 2/3, dodajte ulje.Koristite strojno ulje N10#-N32#.Nakon pola godine održavanja, ako ima uljne prašine, odmah promijenite.
(2) Svaki mjesec provjerite bazni zupčanik cilindra, dodajte mast, koristite br. 3 litijevu mast za podmazivanje
(3) Kada održavate svakih pola godine, provjerite svaki prijenosnik, dodajte mast, koristite br. 3 litijevu mast za podmazivanje.
(4) Sva podmazivanja komponenti za pletenje moraju se koristiti uljem za pletenje (uključujući ulje za strojeve za ubrizgavanje), kao što je ulje za strojeve za kružno pletenje velike brzine England Waker.
2. Podmazivanje
Dobro upoznajte vrstu ulja i vrijeme podmazivanja svake komponente kako biste bili sigurni da se sav stroj može podmazati u zadanom vremenu sa zadanim uljem i zadanom dozom.
Zastoj i zapečaćena razmatranja
Održavanje i njega stroja treba provoditi prema polugodišnjim postupcima održavanja, prvo dodajte ulje za podmazivanje u dijelove za pletenje, zatim nanesite ulje protiv hrđe na iglu za pletenje, na kraju pokrijte stroj ceradom koja je natopljena uljem za igle i zapečaćena u suhom i čistom mjesto.
Skladištenje strojnog pribora i rezervnih dijelova
Za dijelove koji se često koriste i brzo troše, normalna rezerva je važno jamstvo kontinuiteta proizvodnje.Okruženje za skladištenje treba biti hladno, suho i s malim razlikama u temperaturi, također je potrebno redovito provjeravanje.
Metoda skladištenja je sljedeća:
1. Skladištenje igle cilindra i brojčanika igle
Prvo očistite iglu cilindra, a zatim je stavite u drvenu kutiju u koju ste ulili strojno ulje i omotajte je uljnom krpom, kako biste izbjegli udarce i deformacije.Kada koristite komprimirani zrak za uklanjanje strojnog ulja unutar igle cilindra, zatim dodajte ulje za igle.
2.Skladištenje kamera
Klasificirajte bregove i stavite ih u pohranu, koje su bile pohranjene u kutiji i dodajte ulje protiv hrđe kako biste izbjegli hrđu.
3.Skladištenje igle za pletenje
(1) Novu iglu za pletenje treba staviti u originalnu kutiju za pakiranje i nemojte uklanjati pečat.
(2) Stara igla za pletenje mora biti čista, provjeriti, izdvojiti oštećene, klasificirati ih i staviti u pohranu s uljem za igle kako bi se izbjegla hrđa.
Održavanje električnih dijelova
1. Važnost održavanja
Krug stroja za pletenje sadrži preciznu elektroničku komponentu—inverter.U praktičnim primjenama, zbog okolne temperature, vlažnosti, vibracija, prašine, korozivnih plinova i drugih čimbenika okoliša, pouzdanost i radni vijek pretvarača će biti loše pogođeni.Ako se pravilno održava, ne samo da bi se osigurala pouzdanost, već i da bi se produžio životni vijek, te će se smanjiti gubici u proizvodnji uzrokovani povremenim kvarom.Stoga je potrebno redovito održavanje pretvarača i perifernih krugova.
2.Provjera pretvarača i perifernih krugova
Za aktivan radni pretvarač i upravljačke krugove, obično je potrebno izvršiti sljedeće provjere:
(1) Temperatura okoline: Općenito normalno - raspon od 10 ℃ ~ + 40 ℃, također na 25 ℃ ili tako nešto.
(2) Ulazni napon pretvarača: normalni raspon je 380 V±10%.
(3) Redovito čišćenje spuštanja, prašine u upravljačkoj kutiji kako bi se održala unutarnja čistoća električne kutije, preporučuje se čišćenje jednom dnevno nakon promjene smjene.
(4) Ulje će ubrzati starenje žica, ako električna kutija iznutra slučajno uđe u ulje, očistite je na vrijeme.
(5) Redovito provjeravajte ispušni ventilator električne kutije, ako je oštećen, zamijenite je na vrijeme kako biste bili sigurni da unutarnja temperatura električne kutije nije previsoka.
3. Redoviti pregled
Korištenje godišnjeg vremena za remont opreme i stavljanje fokusa inspekcije na unutarnji bit pretvarača.
(1) Prilikom redovitog održavanja morate isključiti napajanje prije rada dok se indikator napajanja DC sabirnice pretvarača ne isključi, obično više od jedne minute (što je veći kapacitet pretvarača, to je duže vrijeme čekanja), a zatim izvršite operacija.
(2) Rastavite vanjski poklopac pretvarača, usisavajte sklopnu ploču pretvarača i unutarnje IGBT module, ulazne i izlazne terminale i druge dijelove.Upotrijebite pamučnu tkaninu s nekim posebnim sredstvima za čišćenje da obrišete prljava mjesta na tiskanoj ploči.
(3) Provjerite ima li unutarnje izolacije provodne žice pretvarača korozije ili tragova lomljenja; kada se pronađu, treba ih odmah tretirati ili zamijeniti.
(4) Zbog vibracija, promjena temperature i drugih učinaka, neke stezne jedinice pretvarača kao što je vijak uvijek postaju fleksibilne, treba ponovno zategnuti sve vijke.
(5) Provjerite i otkrijte da li se ulazni i izlazni reaktori, transformatori, itd. pregrijavaju, cure, imaju li neispravnu izolaciju, mijenjaju li boju i izgore li ili imaju miris.
(6) Provjerite je li kapacitet elektrolitskog kondenzatora za filtriranje srednjeg istosmjernog kruga i performanse punjenja i pražnjenja dobri, ima li izgled pukotina, curenja, oteklina itd., radni vijek kondenzatora filtera je 5 godina, najdulje razdoblje ispitivanja je jedna godina , a nakon pet godina molimo da ga zamijenite.
(7) Provjerite radi li ventilator za hlađenje u dobrom stanju, ako pronađete neuobičajenu buku, neuobičajene vibracije treba odmah zamijeniti.Inače će se pretvarač pregrijati i utjecati na radni vijek pretvarača.Ciklus zamjene ventilatora je općenito 2-3 godine.
(8) Provjerite je li izolacijski otpor pretvarača u normalnom rasponu (svi terminali i priključak za uzemljenje). Imajte na umu da ne možete koristiti megametar za mjerenje sklopne ploče jer će u protivnom oštetiti elektroničke komponente strujne ploče.
(9) Odspojite kabel terminala pretvarača R, S, T s kraja napajanja, odvojite kabel terminala pretvarača U, V, W s kraja motora, izmjerite izolaciju između svakog faznog vodiča kabela i zaštitnog uzemljenja s megametrom ispuni zahtjev, u normalnim uvjetima bi trebao biti veći od 1MΩ.
(10) Prije puštanja pretvarača u rad čije je održavanje završeno, pretvarač bi trebao raditi u praznom hodu s motorom i probno raditi nekoliko minuta, potvrditi smjer vrtnje motora.
Vrijeme objave: 20. travnja 2022